涂装施工
施工前,需要添加专用的稀释剂,添加量在5%-30%,根据具体情况而定。冷镀锌漆固含量较高,需要充分搅拌,使锌粉均匀分散,喷涂过程中避免沉淀。
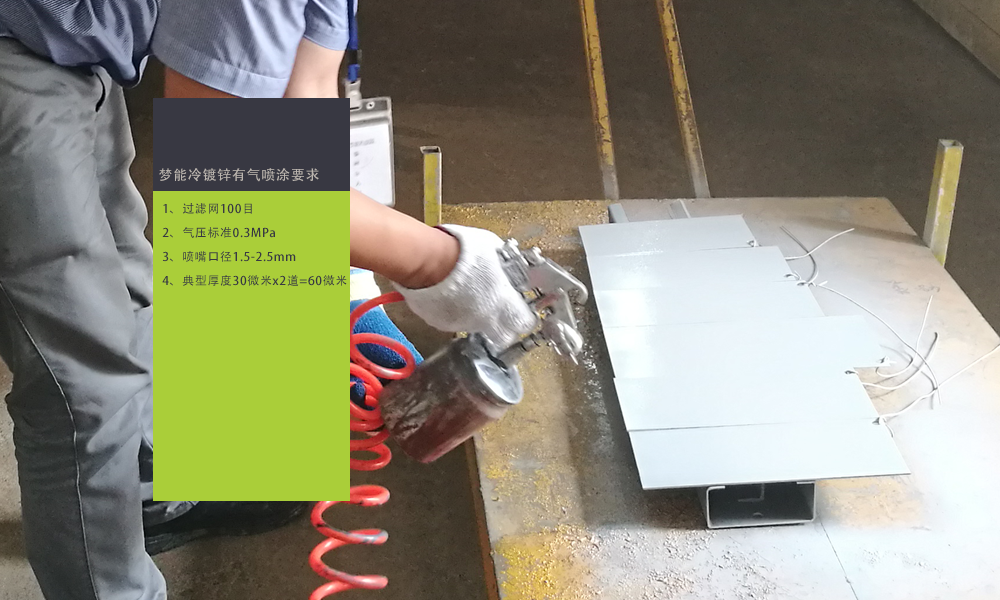
冷镀锌漆可以采用有气喷涂和无气喷涂(推荐),一次喷涂膜厚应小于150微米,以避免涂料流挂。
冷镀锌漆实干之后涂装下道涂层,期间漆膜表面可能会出现锌锈,涂装下道漆前,需要打磨掉,否则将影响层间附着力。
冷喷锌支持刷涂、辊涂、有气喷涂、无气喷涂四种施工方式。高压无气喷涂对于船舶和钢结构是目前使用最广泛、最有效的方法。
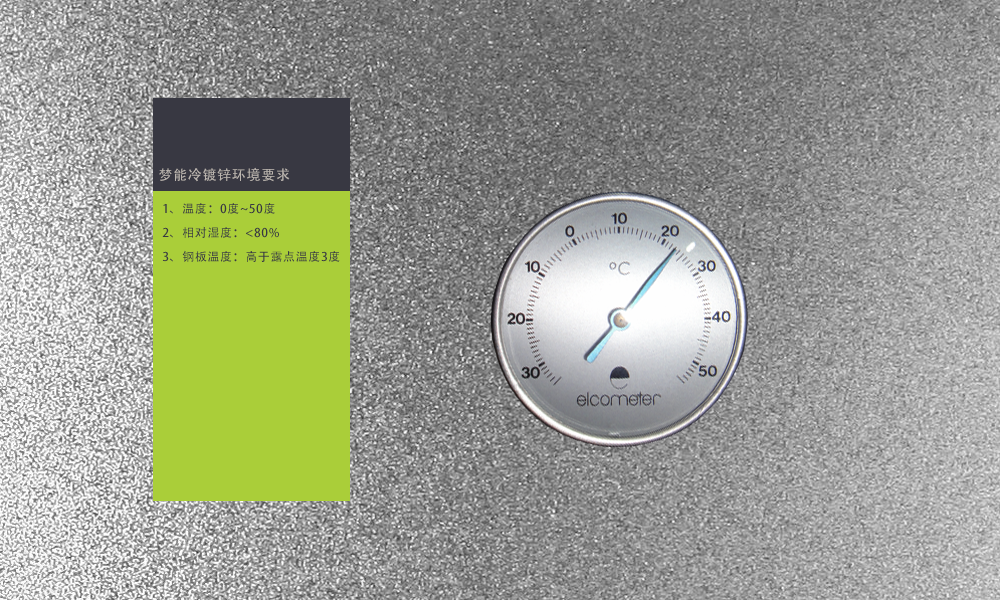
环境要求
温度:0度~50度。施工及干燥期间,相对温度不得大于80%,钢板表面温度高于露点温度3度以上,可以在车间涂装,也可以在室外工地现场涂装。
搅拌
打开梦能冷喷锌后,用动力搅拌基料,稀释剂为基料的5~30%重量比之间。
涂装方式
-
有气喷涂
- 应手持喷枪,保持与喷涂表面的距离不超过25cm(10英寸)。
- 应在按压扳机喷涂工件前就开始移动喷枪。
- 应手持喷枪,时刻与喷涂表面保持平行,这样扇面就能与表面保持90度夹角。扭动手腕并摇摆喷枪呈弧形,则会使每道喷涂冷喷锌的中间部位漆膜过厚而两端漆膜过薄。
- 应在喷涂表面来回水平移动喷枪,并且每一枪的宽度在50 - 100 cm (20" - 40")之间,在每枪喷涂结束时松开扳机。这样可以避免每枪喷涂油漆的两端涂料成膜过厚。
-
无气喷涂
无气喷涂施工遵循以下程序:
- 喷涂人员应该手持喷枪距离表面30 - 35cm (12-14)。如果喷枪距料表面太近,施工的涂料就会过多。如果喷枪距离表面太远,就会导致干喷和过喷。
- 应在扣动扳机前开始移动喷枪。同样的,应在每道喷涂外缘处松开扳机。这样可以避免每道喷枪末端涂料过多堆积。
- 应总是平行于表面移动喷枪,这样扇面保持与表面呈90度角,如果手持喷枪保持一个非90度角,会沉积形成不均匀的漆膜,并且会有大量过喷。
- 应在喷涂表面上来回水平移动喷枪,并且每道喷涂油漆的长度在50 - 100 cm (20" - 40")之间,在每道喷涂结束时松开扳机。
- 每道喷枪都应互相交迭,交迭大于或小于50%,以确保使膜厚保持一致。
- 当涂装大而平整的表面时,每个分片涂装的区域的边缘都要有交迭。
- 当涂装厚浆型涂料时,应使用十字交叉喷涂法来使得漆膜膜厚分布均匀。

-
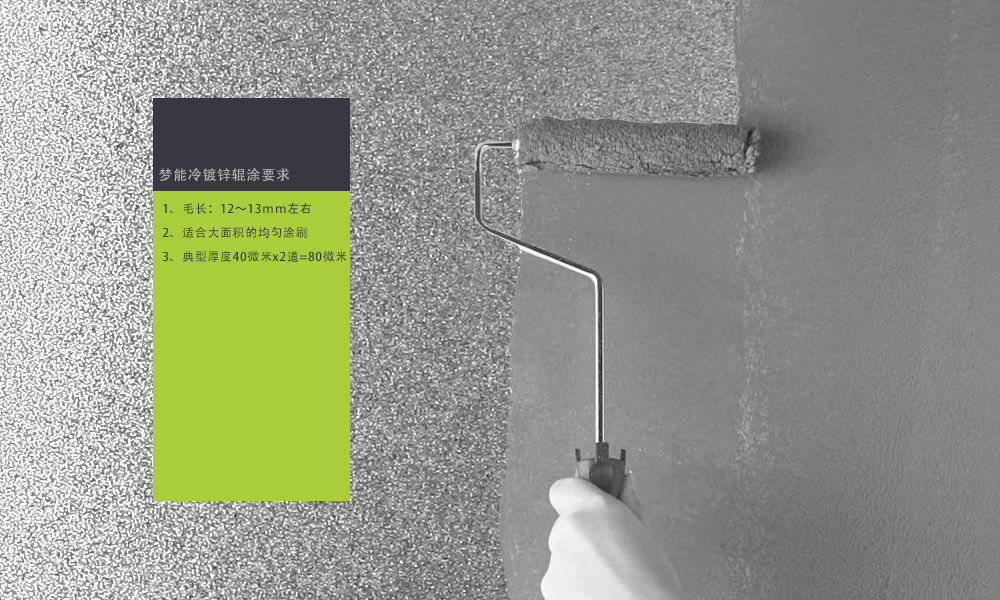
辊涂
辊涂施工现在仍被广泛使用,特别是在常规的保养项目中滚筒比刷子所能持有的涂料更多,所以,它可以不用再次蘸取涂料就可以覆盖更大的区域。辊涂被认为比刷涂施工更快。辊涂常用于宽大平整的表面。
-
刷涂
一种古老的施工方式,一般采用羊毛或棕毛刷,它可以节省涂料,且施工简便,工具简单,易于掌握,灵活性强,适用范围较广。
优点:拥有很好的渗透性、润湿性,迫使涂料进入钢板表面;对于喷涂不到位的区域,可以体现刷涂的优势;刷子的摩擦作用有助于良好的附着力;适用于维护。
缺点:一次刷涂成膜低,需要多次刷涂才能达到规定漆膜厚度;涂膜不均匀,外观饰面效果相对喷涂较差;施工速度慢,效率相对较低;总结:刷涂适合作边角预涂和小面积的维护。
